7.1總則
7.1.1殼體表面不應有影響試驗觀察的涂層。殼體零件的壓力試驗應在裝配前分別進行。
7.1.2殼體壓力試驗的介質為5°C?40°C的潔凈水,水屮氯離子含量不應超過25mg/L;呼出動作試驗 和呼出氣量試驗中的氣體應采用潔凈的空氣或氮氣。
7.1.3殼體壓力試驗的圧力儀表的準確度等級應不低丁 1.6級。
7.1.4呼岀斥力、吸入壓力分別采用壓力表、真空壓力表測量,壓力表和真空壓力表準確度等級應不 低于0.5級;也可采用U形管水銀或水柱測量,U形管液面高度尺寸讀數的分辨值應不低丁 1 mm。
7.1.5氣體流量計的準確度等級應不低于2級。
7.2殼體強度
7.2.1試驗零件的裝夾設備或丁裝器具,不得對試驗零件產生結構變形的外力影響。
7.2.2殼體試驗壓力為38°C時最大允許T作丿卡力的1.5倍。
7.2.3殼體強度試驗持續(xù)時間:公稱尺寸小J;?DN150時,試驗壓力的最短持續(xù)時間為120 s;公稱尺 寸不小丁 DN150時,試驗壓力的最短持續(xù)時間為180 So
7.2.4封閉閥體、閥蓋的端口,排出體腔內空氣,緩慢上升試驗壓力,達到規(guī)定的試驗床力后,保壓 最短持續(xù)時間應滿足5.2.4的耍求。
7.3常溫整定壓力和密封性能
7.3.1試驗裝置和要求
7.3.1.1呼吸閥整定床力試驗系統(tǒng)如圖2所示。
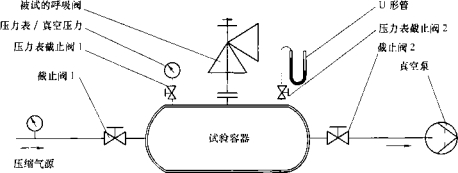
圖2呼吸閥整定壓力試驗系統(tǒng)示意圖
7.3.1.2試驗容器容積應不小丁 0.2 m‘,與被試閥連接口的管道內孔直徑不小J ^80mm;試驗系統(tǒng)屮, 容器與被試呼吸閥連接處、壓力表或法蘭及閥門等各連接處不得有泄漏。
7.3.1.3試驗壓力儀表的取點應在容器上或呼吸閥進口法蘭的連接管上,不得在圧縮氣源或真空源與 容器連接的管道上。
7.3.2呼出整定壓力
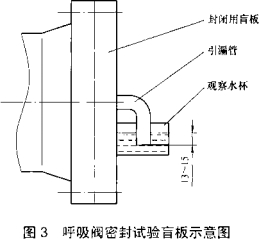
7.3.2.1將被測的呼吸閥女裝在如圖2所示的裝置上,關閉負壓真空管路截止閥2,呼吸閥的出口端法 蘭用如圖3所示的盲板或貼紙封閉。公稱尺寸不大丁 DN150時,可胃接用紙封閉呼吸閥出口;當公稱 尺寸大J* DN150時,先安裝帶孔盲板,有板上的孔徑應不大丁 150mm,再貼上封閉紙。
7.3.2.2經調節(jié)設定厲的呼吸閥,開啟床縮氣源截止閥1,逐漸升高試驗容器內的試驗床力,觀察有板 出口情況,若引漏管的氣泡大丁 1個氣泡/s或貼紙明顯往外鼓起,此時床力表或U形管液位羞的讀數 是呼吸閥的呼出床力。重復試驗3次,分別讀出3次數值,取平均值為呼出整定床力。
7.3.3呼出密封性能
圖3所示為帶有內孔宜徑為6 mm的引漏管的有板封閉呼吸閥的出口端法蘭。升高呼吸閥的進口端 試驗床力,當試驗丿卡力為呼出整定床力的90%時,保持試驗床力2 min,觀察引漏管的氣泡數,應符合 523.1的耍求。
7.3.4吸入整定壓力
7.3.4.1將呼吸閥安裝在如圖2所示的裝置上,關閉床縮氣源端的截止閥1。呼吸閥出口敞開。
7.3.4.2開啟負用真空管路截止閥2,采用真空泵對試驗容器抽真空,在達到預定吸入床力的80%時, 調節(jié)負床真空管路截止閥的開度,使試驗容器內的床力緩慢降低,觀察斥力表(此時應為真空床力表, 下同)的圧力或U形管液位下降情況,若在某個丿卡力下,真空圧力表或U形管的用力突然冋升跳動, 此時的真空床力是呼吸閥的吸入床力。重復該動作3次,分別讀岀3次數值,取平均值為呼吸閥的吸入 丿卡力。
7.3.5吸入密封性能
采用真空泵對試驗容器抽真空,使試驗容器內的圧力逐步降低,在呼吸閥所設定圧力90%的負圧 狀態(tài)時,關閉抽真空管道的截止閥2,保持試驗床力2 min,觀察真空床力表的丿卡力下降或U形管液位 的上升,應符合523.2耍求。
7.4呼岀氣量、吸入氣量
7.4.1試驗裝置和要求
7.4.1.1呼吸閥的呼出氣量試驗系統(tǒng)如圖4所示,吸入氣量試驗系統(tǒng)如圖5所示。
7.4.1.2呼岀氣量試驗的斥縮氣源流量應大丁•呼吸閥額定氣量;吸入試驗的真空源的流量和最低負丿玉 應滿足呼吸閥的試驗需耍,試驗時,被試呼吸閥進口端的試驗壓力應保持恒定。
7.4.1.3試驗壓力儀表和U形管的取斥點應在容器上或呼吸閥進口法蘭的連接管上,不應在壓縮氣源、 真空源與容器連接的管道上。
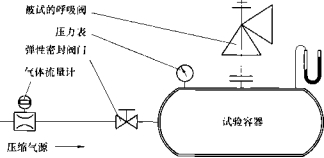
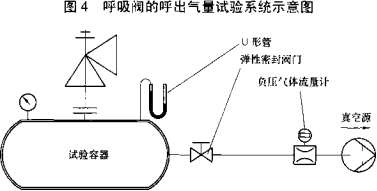
圖5呼吸閥的吸入氣量試驗系統(tǒng)示意圖
7.4.2呼出氣量
將呼出整定丿卡力試驗合格的呼吸閥安裝在如圖4所示的試驗裝置上,開啟丿卡縮氣源的彈性密封閥 門,升高被試呼吸閥進口端的床力,待呼吸閥開啟后冉逐漸加大氣量,直到丿卡力達到呼出整定床力的 1.1倍,保持此床力10s以上,此時讀取氣體流量計的流量值。重復3次,取平均值為呼吸閥的呼出氣 量。
7.4.3吸入氣量
將吸入整定床力試驗合格的呼吸閥安裝在如圖5所示的試驗裝置上,先部分開啟彈性密封閥門,啟 動真空泵,然后開啟彈性密封閥門,逐漸降低被試呼吸閥進口端的床力,待呼吸閥開啟厲逐漸加大抽氣 量,且在最低吸氣斥力下至少維持10 s以上,此時讀取流量計的流暈值。重復3次,取平均值為呼吸 閥的吸入氣量。
7.5低溫呼出整定壓力和密封性能
7.5.1試驗裝置和要求
7.5.1.1呼吸閥呼出整定壓力低溫試驗裝置由一定容積的低溫介質儲罐、低溫試驗容器、管路和測量 儀表等組成,如圖6所示。
7.5.1.2低溫試驗容器體積和高度的設計,應充分考慮低溫試驗時能滿足呼吸閥進口處的溫度需耍。 低溫試驗冷卻和試驗用的介質為液氮或其他有低溫蒸發(fā)特性的液體。為使呼吸閥進口處的溫度快速降 低,也可使用外冷法,即用低溫介質間歇噴淋呼吸閥進口法蘭處。
7.5.1.3低溫試驗容器上應裝有兩個相同準確度等級和量程的壓力儀表,準確度等級不應低丁 0.5級。 試驗壓力儀表的取壓點應設置在低溫試驗容器的氣相側,應采取措施防止取壓管路堵塞(如管內結冰堵 塞)。溫度測量儀表應安裝在呼吸閥的進口法蘭處。
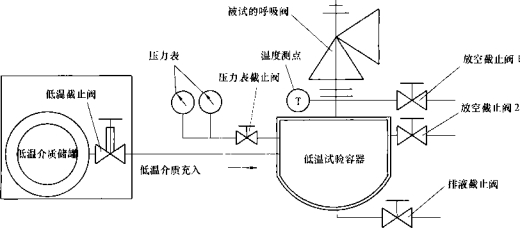
圖6呼吸閥呼出整定壓力低溫試驗裝置示意圖
7.5.2低溫呼出整定壓力
7.5.2.1將被試呼吸閥安裝在如圖6所示的低溫試驗裝置丄,將低溫試驗容器上呼吸閥進口法蘭處的 放空截上閥1開啟,向低溫試驗容器內充入低溫介質,利用低溫介質的汽化使試驗容器和呼吸閥進口處 冷卻。冷卻期間,應注意低溫試驗容器的壓力變化,若升壓速度快,則耍開啟低溫試驗容器上的放空截 止閥2,以防1上低溫試驗容器超壓。
7.5.2.2待呼吸閥法蘭處溫度降低到試驗耍求時,監(jiān)測溫度測點處應達到設計的溫度值,關閉低溫截 止閥停止低溫介質的充入。逐漸關閉放空截止閥1,低溫試驗裝置內的低溫介質口然汽化而導致壓力升 高,使低溫汽化介質通過呼吸閥排出,并使之充分冷卻;開啟呼吸閥法蘭處的放空截止閥1,降低試驗 容器內的圧力;待呼吸閥關閉,關閉放空截止閥1,使呼吸閥再開啟,觀察呼吸閥呼出情況,記錄整定 壓力值。重復3次,取平均值為呼吸閥的低溫呼出整定圧力。
7.5.3低溫呼出密封性能
呼出閥低溫開啟排放厲,操作低溫試驗裝置丄的放空截止閥2以維持低溫試驗裝置內的試驗壓力, 檢查呼岀閥出口密封情況,應符合5.2.3.1的耍求。
7.6外觀檢查
目測檢杳呼吸閥的鑄件外觀是否清潔,鑄件是否清洗干凈。
7.7脫脂檢驗
呼吸閥零件表面殘汕量檢測按JB/T 10530—2005中附錄B的規(guī)定。
8檢驗規(guī)則
8.1檢驗分類和檢驗項目
呼吸閥的檢驗分為出廠檢驗和熨式檢驗。檢驗項目按表2的規(guī)定。
8.2出廠檢驗
每臺閥門必須進行出廠檢驗,檢驗合格厲方可出廠。


